
Central Technic adalah supplier Sabuk Konveyor DURABELT di
Jakarta & Surabaya yang melayani industri di seluruh Indonesia
MEMBERI SOLUSI TEPAT DAN HEMAT UNTUK MENCAPAI PRODUKTIVITAS OPTIMAL
Responsif
Cepat dan tanggap menjawab pertanyaan dan memberikan rekomendasi produk beserta aspek teknis sesuai kebutuhan conveyor belt anda
Kualitas
Menyediakan conveyor belt berkualitas dengan beragam ukuran, tipe dan standar industri. Dan telah dipercaya oleh perusahaan industri terkemuka
Dukungan
Menyiapkan pesanan anda dengan segera, dari pengiriman hingga barang diterima dalam kondisi baik dan siap digunakan
Produk Kami

Rubber Conveyor Belts
Durabelt EP 125
- Pemakaian umum
- Pemakaian berat (heavy duty)
- EP125 kekuatan daya tarik 25% lebih kuat dibanding EP100
- Lebih Kuat dan Awet
- Tahan Abrasi

Rubber Conveyor Belts
Vazpac EP 100
- Pemakaian umum
- Pemakaian beban ringan/sedang
- Ekonomis dan Terjangkau
- Tahan Lama
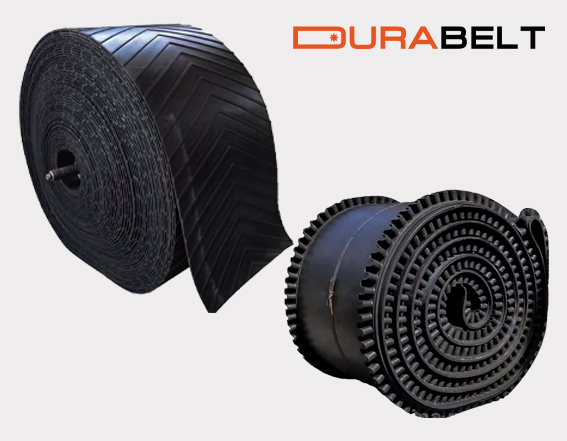
Rubber Conveyor Belts Untuk Pemakaian / Spesifikasi Khusus
- Sersan (chevron) conveyor belt
- Sidewall conveyor belt
- Oil Resistance, chemical resistant, abration resistant, heat resistant
- Flame retardant (FR)
- Standar tertentu: grade M, Y, W, JIS G, JIS S, dsb

Rollers
- Heavy duty rollers
- Impact rollers
- Pulley drums
- Brackets

Fasteners / Sambungan Conveyor
- Bolt solid plate Flexco
- Bolt hinged fasteners Whale

Adhesive / Lem Conveyor
- Lem Tiptop SC 2000
- Lem Sunpat Eco 310 dari Bando
Dipercaya Berbagai Sektor Industri
Cement
Pabrik semen

Coal Mining
Tambang batu bara

Fertilizer
Pupuk
Port Loading / Unloading
Bongkar muat pelabuhan
Mining
Pertambangan

Palm Oil
Kelapa sawit
Plywood
Kayu lapis

Batching Plant
Readymix concrete
Cara Memilih Conveyor Belt yang Tepat
Pemilihan conveyor harus disesuaikan dengan beban dan kapasitas sehingga dapat ditentukan lebar, panjang dan jumlah ply serta EP (EP 100, EP 125, EP 150, EP 200 dan seterusnya) yang dibutuhkan. Selain itu perlu diperhatikan karakteristik material yang diangkut, hingga dapat dipilih conveyor untuk kebutuhan umum (general purpose), tahan abrasi (abrasion resistant), tahan minyak (oil resistant), tahan bahan kimia (chemical resistant), tahan bara api (flame resistant) atau tahan panas (heat resistant).
Mengapa Harus Memilih Central Technic?
Central Technic sudah lebih dari 30 tahun berkecimpung di bidang penyediaan conveyor belt dan komponen-komponen pendukung sebagai bagian utama sistem pemindahan material. Dalam rentang waktu tersebut, Central Technic telah dipercaya oleh para mitra kerja terkemuka di sektor manufaktur dan infrastruktur karena produk-produk yang berkualitas, terjangkau serta layanan prima yang ramah dan responsif. Konsultasikan kebutuhan Anda pada tim kami.
FAQ (Frequently Asked Question)
Central Technic bertempat di
Bizpark Pulogadung
Jl. Raya Bekasi Km. 21,5 Blok R1 No.2
Jakarta Timur 13920
DKI Jakarta – Indonesia
Telp: +62 21 2213 0000
WA: +62 822 7722 6000
Jl. Raden Saleh 3 A
Surabaya 60174
Jawa Timur – Indonesia
Telp: +62 31 534 9000
WA: +62 823 8868 8000
Jam operasional:
Senin – Jumat: 08.00 – 16.30 WIB
Sabtu: 08.00 – 14.00 WIB
a. Produk-produk pemindah material (material handling parts)
b. Produk pemindah tenaga mekanis (mechanical power transmission products)
Termasuk produk-produk pemindah material (material handling parts) di antaranya
Belts : v-belts, timing belts dan lain sebagainya
Conveyor belts : rubber dan PVC conveyors
Rollers : gravity dan heavy duty rollers
Wire screen
Wiremesh conveyor
Spare part unit pemecah batu seperti jaw plate, toggle plate, block toggle dll.
Produk pemindah tenaga mekanis (mechanical power transmission products) di antaranya
Motor / gearbox (reducer)
Belts dan Pulleys
Couplings : chain coupling, FCL, Bowex dll
Roller chain, conveyor chain, sprockets
Dan lain sebagainya
adalah eksklusif distributor rubber conveyor belt DURABELT dan VAZPAC, roller chain DURALINK, chain coupling & FCL coupling DURAJOINT dan merupakan agen tunggal chain TRP di Indonesia melalui penunjukan oleh DAIDO Corp. Jepang.
Central Technic dapat melakukan pengiriman ke Surabaya, Jakarta, Gresik, Sidoarjo, Mojokerto, Kalimantan, Sulawesi dan wilayah lain di seluruh Indonesia

Tentang Kami
Central Technic telah lebih dari tiga puluh tahun mengawali dan melayani pengadaan suku cadang pemindah material (material handling parts) maupun komponen mekanis pemindah tenaga (mechanical power transmission parts) bagi berbagai sektor manufaktur maupun infrastruktur. Untuk memperlancar akses dan layanan pelanggan di Kawasan Jakarta-Bogor-Depok-Tangerang-Bekasi (Jabodetabek).
Central Technic merupakan distributor rubber conveyor belts Durabelt dan Vazpac juga produk-produk pendukung seperti lem conveyor belt, roller conveyors, pulley drums, sambungan conveyor belt (fasteners) maupun produk terkait lain seperti pir tekan, wire screen dan spare parts jaw crusher
Didukung oleh ketersediaan produk-produk bermutu namun terjangkau, Central Technic siap memberikan layanan prima bagi mitra bisnis di bidang manufaktur dan infrastruktur di seluruh penjuru Nusantara.
Jakarta
Bizpark Pulogadung (google map)
Jl. Raya Bekasi Km. 21,5 Block R1 No.2
Jakarta Timur, DKI Jakarta – 13920
T : +62 21 2213 0000
WA : +62 822 7722 6000
Email: info@centraltechnic.com
Surabaya
Jl. Raden Saleh 3 A (google map)
Surabaya
Jawa Timur – 60174
T : +62 31 534 9000
WA : +62 823 8868 8000
Email: info@centraltechnic.com